



بال بیئرنگرواداری کی وضاحت کی گئی۔
کیا آپ برداشت رواداری کو سمجھتے ہیں اور ان کا اصل مطلب کیا ہے؟اگر نہیں، تو آپ اکیلے نہیں ہیں۔ان کا اکثر حوالہ دیا جاتا ہے لیکن اکثر یہ سمجھے بغیر کہ ان کا کیا مطلب ہے۔برداشت برداشت کرنے کی سادہ وضاحت والی ویب سائٹیں انتہائی نایاب ہیں لہذا ہم نے اس خلا کو پر کرنے کا فیصلہ کیا۔لہذا، اگر آپ جاننا چاہتے ہیں کہ "مین بور ڈیوی ایشن" اور "سنگل بور ویری ایشن" کا اصل مطلب کیا ہے؟پڑھیں کیونکہ ہم امید کرتے ہیں کہ یہ بہت واضح ہوجائے گا۔
انحراف
یہ بتاتا ہے کہ برائے نام طول و عرض سے کتنا دور، اصل پیمائش کی اجازت ہے۔برائے نام طول و عرض وہ ہے جو مینوفیکچرر کے کیٹلاگ میں دکھایا گیا ہے مثلاً 6200 کا برائے نام بور 10mm ہے، 688 کا برائے نام 8mm کا بور ہے وغیرہ۔ ان جہتوں سے زیادہ سے زیادہ انحراف کی حدیں انتہائی اہم ہیں۔بیرنگ (ISO اور AFBMA) کے لیے بین الاقوامی رواداری کے معیارات کے بغیر، یہ ہر ایک مینوفیکچرر پر منحصر ہوگا۔اس کا مطلب یہ ہو سکتا ہے کہ آپ 688 بیئرنگ (8 ملی میٹر بور) کا آرڈر دیں صرف یہ معلوم کرنے کے لیے کہ یہ 7 ملی میٹر بور ہے اور شافٹ میں فٹ نہیں ہوگا۔انحراف کی رواداری عام طور پر بور یا OD کو چھوٹا ہونے دیتی ہے لیکن برائے نام جہت سے بڑا نہیں ہوتا ہے۔
مطلب بور/OD انحراف
… یا واحد طیارہ کا مطلب بور قطر کا انحراف ہے۔یہ ایک اہم رواداری ہے جب اندرونی انگوٹھی اور شافٹ یا بیرونی انگوٹھی اور رہائش کو قریب سے جوڑنا ہے۔سب سے پہلے آپ کو یہ سمجھنے کی ضرورت ہے کہ بیئرنگ گول نہیں ہے۔یقیناً یہ زیادہ دور نہیں ہے لیکن جب آپ مائیکرون (ایک ملی میٹر کا ہزارواں حصہ) میں ناپنا شروع کرتے ہیں تو آپ کو احساس ہوتا ہے کہ پیمائش مختلف ہوتی ہے۔آئیے مثال کے طور پر 688 بیئرنگ (8 x 16 x 5 ملی میٹر) کے بور کو لیں۔اس بات پر منحصر ہے کہ آپ اندرونی رنگ میں اپنی پیمائش کہاں سے لیتے ہیں، آپ کہیں بھی ریڈنگ حاصل کر سکتے ہیں، کہیں، 8 ملی میٹر اور 7.991 ملی میٹر کے درمیان تو آپ بور کے سائز کے طور پر کیا لیتے ہیں؟یہ وہ جگہ ہے جہاں Mean Deviation آتا ہے۔ اس میں اس انگوٹھی کے قطر کا اوسط نکالنے کے لیے ایک ہی ریڈیل ہوائی جہاز میں (ہم ایک منٹ میں اس تک پہنچ جائیں گے) بور یا OD میں متعدد پیمائشیں شامل ہیں۔
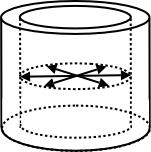
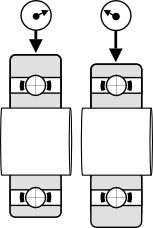
یہ ڈرائنگ اندرونی بیئرنگ کی انگوٹھی کی نمائندگی کرتی ہے۔تیر مختلف پیمائشوں کی نمائندگی کرتے ہیں جو بور کے درمیان مختلف سمتوں میں لیا جاتا ہے تاکہ اوسط سائز کو دریافت کیا جاسکے۔پیمائش کے اس سیٹ کو صحیح طریقے سے ایک ہی ریڈیل جہاز میں لیا گیا ہے یعنی بور کی لمبائی کے ساتھ ایک ہی نقطہ پر۔مختلف شعاعی طیاروں میں پیمائش کے سیٹ بھی لیے جانے چاہئیں تاکہ یہ یقینی بنایا جا سکے کہ بور اپنی لمبائی کے ساتھ برداشت کے اندر ہے۔بیرونی انگوٹی کی پیمائش پر بھی یہی لاگو ہوتا ہے۔

یہ خاکہ دکھاتا ہے کہ اسے کیسے نہیں کرنا ہے۔ہر پیمائش بیئرنگ انگوٹی کی لمبائی کے ساتھ ایک مختلف نقطہ پر لی گئی ہے، دوسرے لفظوں میں، ہر پیمائش ایک مختلف ریڈیل جہاز میں لی گئی ہے۔
بالکل آسان، اوسط بور کے سائز کا حساب اس طرح کیا جاتا ہے:
یہ ایک بور کی پیمائش کے مقابلے شافٹ رواداری کا حساب لگاتے وقت کہیں زیادہ مفید ہے جو گمراہ کن ہو سکتا ہے۔
ہم کہتے ہیں کہ P0 بیئرنگ کے لیے اوسط بور انحراف رواداری +0/- ہے
چوڑائی کا انحراف
… یا برائے نام طول و عرض سے واحد اندرونی یا بیرونی انگوٹھی کی چوڑائی کا انحراف۔یہاں زیادہ وضاحت کی ضرورت نہیں۔جیسا کہ بور اور OD کے طول و عرض کے ساتھ، چوڑائی کو مخصوص رواداری کے اندر کنٹرول کیا جانا چاہیے۔چونکہ چوڑائی عام طور پر کم اہم ہوتی ہے، اس لیے برداشت بیئرنگ بور یا OD کی نسبت زیادہ وسیع ہوتی ہے۔+0/- کی چوڑائی کا انحراف
تغیر
تغیرات کی رواداری گول پن کو یقینی بناتی ہے۔بری طرح آؤٹ ہونے کی اس ڈرائنگ میں-

سنگل بور/OD تغیر
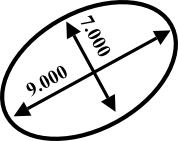
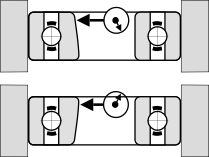
…یا زیادہ درست طور پر، سنگل ریڈیل طیارہ میں بور/OD قطر کی تبدیلی (یقیناً، اب آپ سنگل ریڈیل طیاروں کے بارے میں سب جانتے ہیں!)بائیں طرف کی تصویر دیکھیں جہاں بور کی پیمائش 8.000mm اور 7.996mm کے درمیان ہے۔سب سے بڑے اور سب سے چھوٹے کے درمیان فرق 0.004mm ہے، لہذا، اس سنگل ریڈیل جہاز میں بور کے قطر کا فرق، 0.004mm یا 4 microns ہے۔

مطلب بور/OD قطر کی تبدیلی
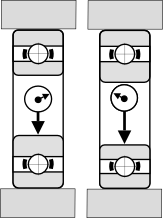
ٹھیک ہے، مطلب بور/OD انحراف اور سنگل بور/OD تغیر کا شکریہ، ہمیں خوشی ہے کہ ہمارا بیئرنگ صحیح سائز کے کافی قریب ہے اور کافی گول ہے لیکن اگر بور یا OD پر بہت زیادہ ٹیپر ہو تو کیا ہوگا؟ دائیں طرف کا خاکہ (جی ہاں، یہ بہت مبالغہ آمیز ہے!)یہی وجہ ہے کہ ہمارے پاس بور اور OD تغیر کی حدیں بھی ہیں۔

اوسط بور یا OD تغیر حاصل کرنے کے لیے، ہم مختلف ریڈیل طیاروں میں اوسط بور یا OD کو ریکارڈ کرتے ہیں اور پھر سب سے بڑے اور چھوٹے کے درمیان فرق کو چیک کرتے ہیں۔فرض کریں کہ یہاں بائیں طرف، پیمائش کا اوپری سیٹ 7.999mm کا اوسط بور سائز دیتا ہے، درمیان میں 7.997mm اور نیچے 7.994mm ہے۔سب سے چھوٹی کو سب سے بڑے (7.999 –
چوڑائی کا تغیر
ایک بار پھر، بہت سیدھا۔آئیے فرض کریں، کسی خاص بیئرنگ کے لیے، اجازت شدہ چوڑائی کی تبدیلی 15 مائکرون ہے۔اگر آپ مختلف مختلف پوائنٹس پر اندرونی یا بیرونی انگوٹھی کی چوڑائی کی پیمائش کرنا چاہتے ہیں، تو سب سے بڑی پیمائش سب سے چھوٹی پیمائش سے 15 مائکرون سے زیادہ نہیں ہونی چاہیے۔
ریڈیل رن آؤٹ

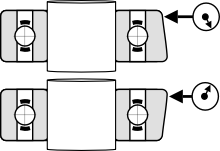
…اسمبلڈ بیئرنگ کی اندرونی/بیرونی انگوٹھی بیئرنگ ٹولرنس کا ایک اور اہم پہلو ہے۔فرض کریں کہ اندرونی انگوٹھی اور بیرونی انگوٹھی دونوں کے لیے اوسط انحراف حدود کے اندر ہے اور گول پن اجازت شدہ تغیر کے اندر ہے، یقیناً ہمیں صرف اتنا ہی فکر کرنے کی ضرورت ہے؟بیئرنگ اندرونی انگوٹھی کے اس خاکہ کو دیکھیں۔بور کا انحراف ٹھیک ہے اور اسی طرح بور کا تغیر ہے لیکن دیکھیں کہ انگوٹھی کی چوڑائی کیسے مختلف ہوتی ہے۔ہر چیز کی طرح، انگوٹھی کی چوڑائی فریم کے ارد گرد ہر نقطہ پر بالکل یکساں نہیں ہے لیکن ریڈیل رن آؤٹ رواداری یہ بتاتی ہے کہ یہ کتنا مختلف ہو سکتا ہے۔
اندرونی انگوٹی رن آؤٹ
… ایک انقلاب کے دوران اندرونی انگوٹھی کے ایک دائرے پر تمام پوائنٹس کی پیمائش کرکے ٹیسٹ کیا جاتا ہے جب کہ بیرونی حلقہ ساکن ہوتا ہے اور سب سے چھوٹی پیمائش کو بڑے سے دور لے جاتا ہے۔رواداری کے جدولوں میں دیے گئے یہ ریڈیل رن آؤٹ کے اعداد و شمار زیادہ سے زیادہ تغیر کو ظاہر کرتے ہیں۔یہاں انگوٹھی کی موٹائی میں فرق کو زیادہ واضح طور پر بیان کرنے کے لیے بڑھا چڑھا کر پیش کیا گیا ہے۔
بیرونی انگوٹی رن آؤٹ
ایک انقلاب کے دوران بیرونی انگوٹھی کے ایک دائرے پر تمام پوائنٹس کی پیمائش کرکے جانچ کی جاتی ہے جب کہ اندرونی انگوٹھی ساکن ہوتی ہے اور سب سے چھوٹی پیمائش کو بڑے سے دور لے جاتی ہے۔
چہرہ رن آؤٹ/بور
یہ رواداری یقینی بناتی ہے کہ بیئرنگ اندرونی رنگ کی سطح اندرونی رنگ کے چہرے کے ساتھ صحیح زاویہ کے کافی قریب ہے۔چہرے کے رن آؤٹ/بور کے لیے رواداری کے اعداد و شمار صرف P5 اور P4 پریزیشن گریڈ کے بیرنگ کے لیے دیے گئے ہیں۔چہرے کے قریب اندرونی انگوٹھی کے ایک دائرے کے تمام پوائنٹس کو ایک انقلاب کے دوران ناپا جاتا ہے جبکہ بیرونی انگوٹھی ساکن ہوتی ہے۔اس کے بعد بیئرنگ کو الٹ دیا جاتا ہے اور بور کے دوسری طرف کو چیک کیا جاتا ہے۔چہرے کا رن آؤٹ/بور بور برداشت حاصل کرنے کے لیے سب سے چھوٹی سے بڑی پیمائش کریں۔
چہرہ رن آؤٹ/OD
… یا چہرے کے ساتھ بیرونی سطح کے جنریٹرکس جھکاؤ کا تغیر۔یہ رواداری یقینی بناتی ہے کہ بیئرنگ بیرونی رنگ کی سطح بیرونی رنگ کے چہرے کے ساتھ صحیح زاویہ کے کافی قریب ہے۔چہرے کے رن آؤٹ/OD کے لیے رواداری کے اعداد و شمار P5 اور P4 درستگی کے درجات کے لیے دیے گئے ہیں۔چہرے کے ساتھ والے بیرونی انگوٹھی کے ایک دائرے کے تمام پوائنٹس کو ایک انقلاب کے دوران ناپا جاتا ہے جبکہ اندرونی انگوٹھی ساکن ہوتی ہے۔اس کے بعد بیئرنگ کو الٹ دیا جاتا ہے اور بیرونی انگوٹھی کے دوسری طرف کو چیک کیا جاتا ہے۔چہرے کا رن آؤٹ/OD بور برداشت حاصل کرنے کے لیے سب سے چھوٹی سے بڑی پیمائش کریں۔
فیس رن آؤٹ/ریس وے بہت ملتے جلتے ہیں لیکن، اس کے بجائے، اندرونی یا بیرونی رنگ کے ریس وے کی سطح کے جھکاؤ کا اندرونی یا بیرونی رنگ کے چہرے سے موازنہ کریں۔
پوسٹ ٹائم: جون 04-2021